- Solutions
Tailored Solutions for Industrial , Municipal and Dewatering Applications
supplying Wide
range of solutions
MBH Pumps offers a diverse range of solutions to meet your every need. Our extensive product line includes submersible pumps, sewage pumps, dewatering pumps, and more, designed for various industries and applications. Committed to innovation and quality, we provide reliable, efficient, and cost-effective pumping solutions. Our expert team ensures seamless integration and support, making us a trusted partner in water management. Choose MBH Pumps for unparalleled performance and service in all your pumping requirements.
- Mining and Mine Tailing Management
- Power Plants – Coal, Hydro & Nuclear
- Steel Factories and Other mineral Processing
- Infrastructure and Construction
- Municipal
- Building Services
- Marine And Off shore
- General Dewatering and Disaster management
MBH submersible pumps are most commonly used in the world’s mining industry. The especially tough nature of this industry demands highly reliable pumps and MBH submersibles do not disappoint.
Offering unrivalled design, optimal material choice, and excellent build quality, MBH submersible pumps are made for mining. Able to operate in up to 90°C slurry, MBH pumps are able to perform where other pumps will always fail.
- Mine Tailing
- Opencast mining
- Underground mining
- Hydro-mining
- Dredge-mining
- Effluent settlement pond cleaning
- Minerals processing plants – tank and thickener cleaning
- Dewatering
- Spillage remediation
Submersible Drainage Pumps - DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.

Submersible High head Drainage pumps - Tough Series
The Tough pump is ideal for operation in deep excavations where very high head pumping is needed, such as in open pit mines as well as in underground mines. Other typical applications include quarries and tunnelling projects.
Ni-HARD Series Submersible slurry pumps
Slurry pumps for pumping slurry and fluids with higly abrasive solids in sizes up to 50 mm. Typical applications include coal & ore slurries, dredging, cleaning of settling ponds, bentonite and coal washing.

Submersible Contractor Pumps
Heavy duty agitator installed submersible pump designed for high volume & heavy slurry pumping and applications. Impellers are made of Hi-chrome along with Nickel Cast Iron pump casings.

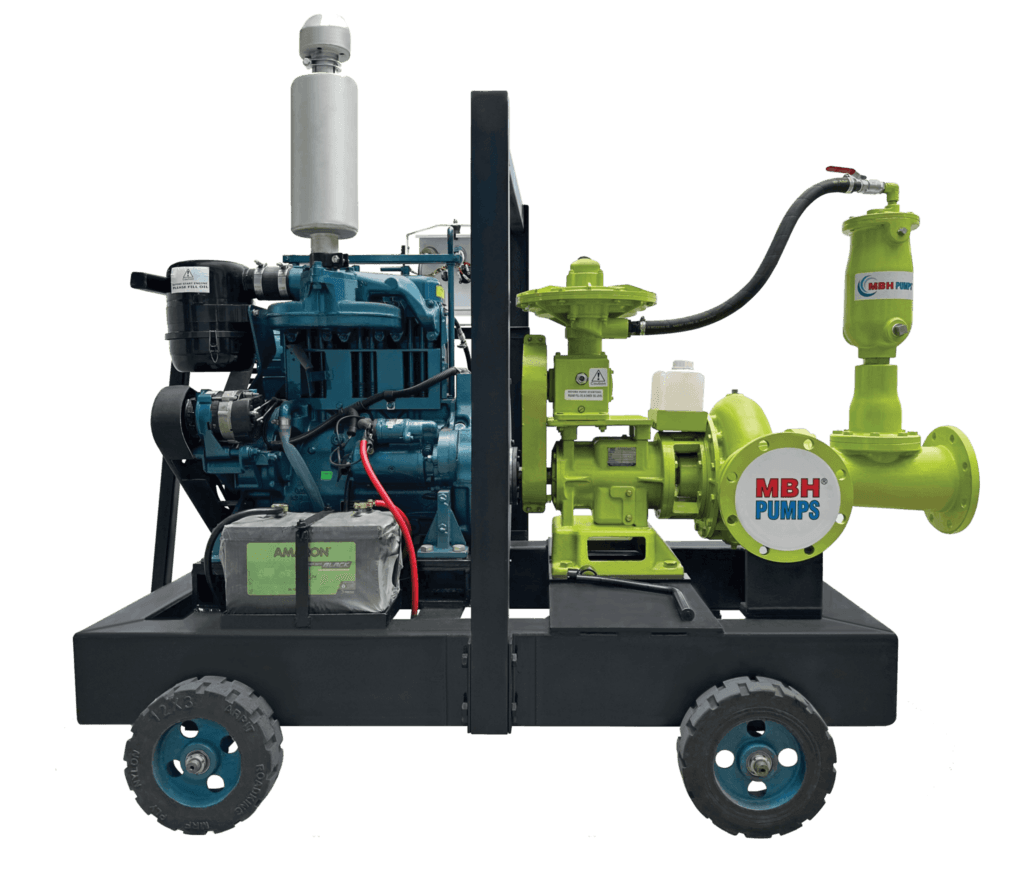
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
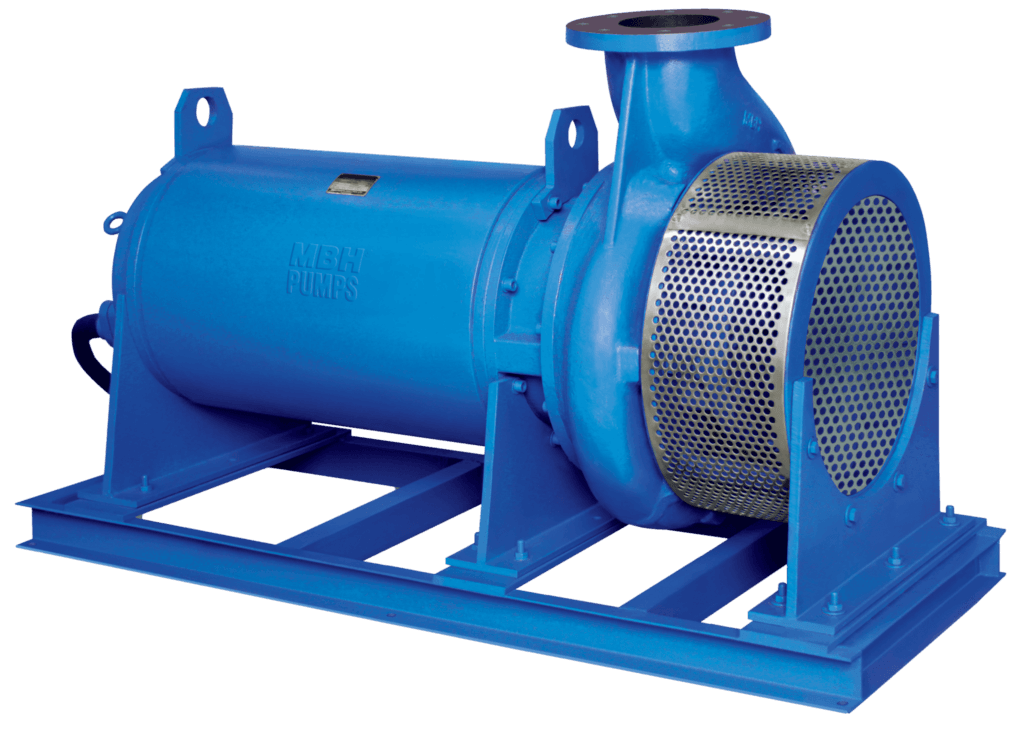
Submerge Centrifugal Pumps
The WSC Range of pumps are designed for water utility, commercial, and industrial use, with customizable features for efficient water transportation.
Corrosion Resistance Submersible Pumps
Submersible stainless steel casting corrosion-resistant pump designed for handling aggressive and corrosive liquids. Available in various designs for multiple applications.

Water is an essential component to the operation of power generation facilities. MBH is your partner in water management keeping your coal-powered plant running efficiently and safely without disruption.
The water used in the process can be freshwater or seawater depending on the source and process needs. Seawater places different requirements on the pumps due to the salt content, so solutions specially designed for seawater duty are a must.
- Open pit dewatering
- Coal washing and dense media (magnetite) mixing
- Effluent catchment/settlement pond cleaning
sump clearing - Bottom and fly ash
- General Plant dewatering
- High head Drainage and dewatering application for Hydro plants
Reservoir sludge removal - Hydro power dam desilting
- Process application and water handling pumps for nuclear plants
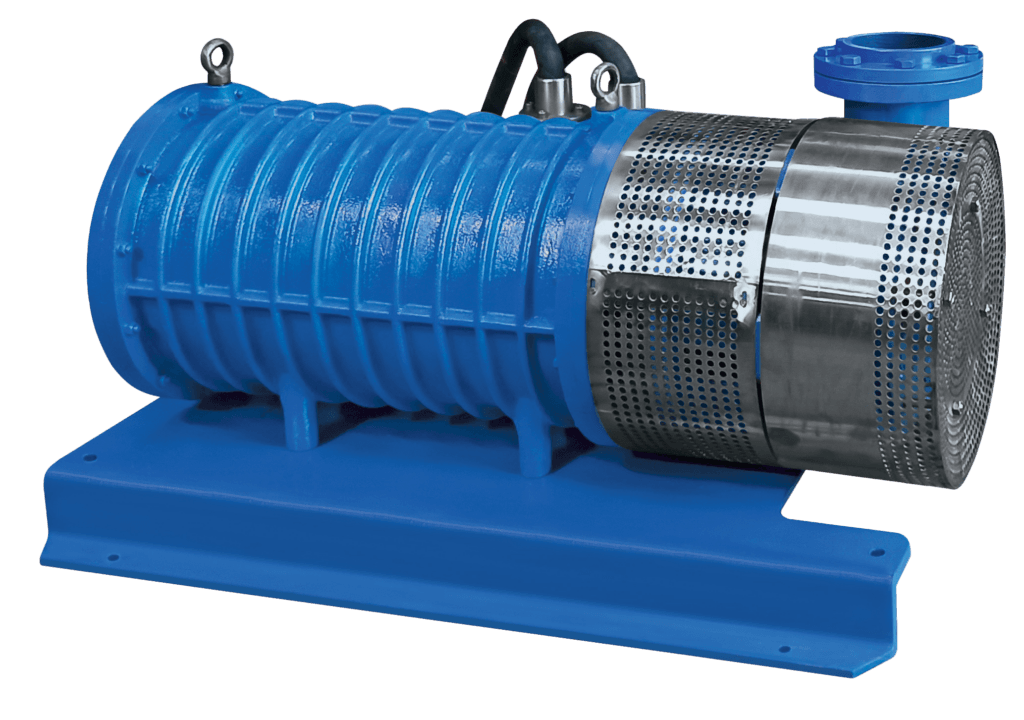
Submersible Polder Pumps - PD Series
The motor is placed above the pump, and the intake is in the pump’s lower section. Bottom intake pump units can be designed for vertical installations and are available in standard configuration or engineered to order for specific requirements.

Submersible Drainage Pumps - DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.
Submersible High head Drainge pumps - Tough Series
The Tough pump is ideal for operation in deep excavations where very high head pumping is needed, such as in open pit mines as well as in underground mines. Other typical applications include quarries and tunnelling projects.
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
Submersible Contractor Pumps
Heavy duty agitator installed submersible pump designed for high volume & heavy slurry pumping and applications. Impellers are made of Hi-chrome along with Nickel Cast Iron pump casings.

Ni-HARD Series Submersible slurry pumps
Slurry pumps for pumping slurry and fluids with higly abrasive solids in sizes up to 50 mm. Typical applications include coal & ore slurries, dredging, cleaning of settling ponds, bentonite and coal washing.
Submerge Centrifugal Pumps
The WSC Range of pumps are designed for water utility, commercial, and industrial use, with customizable features for efficient water transportation.
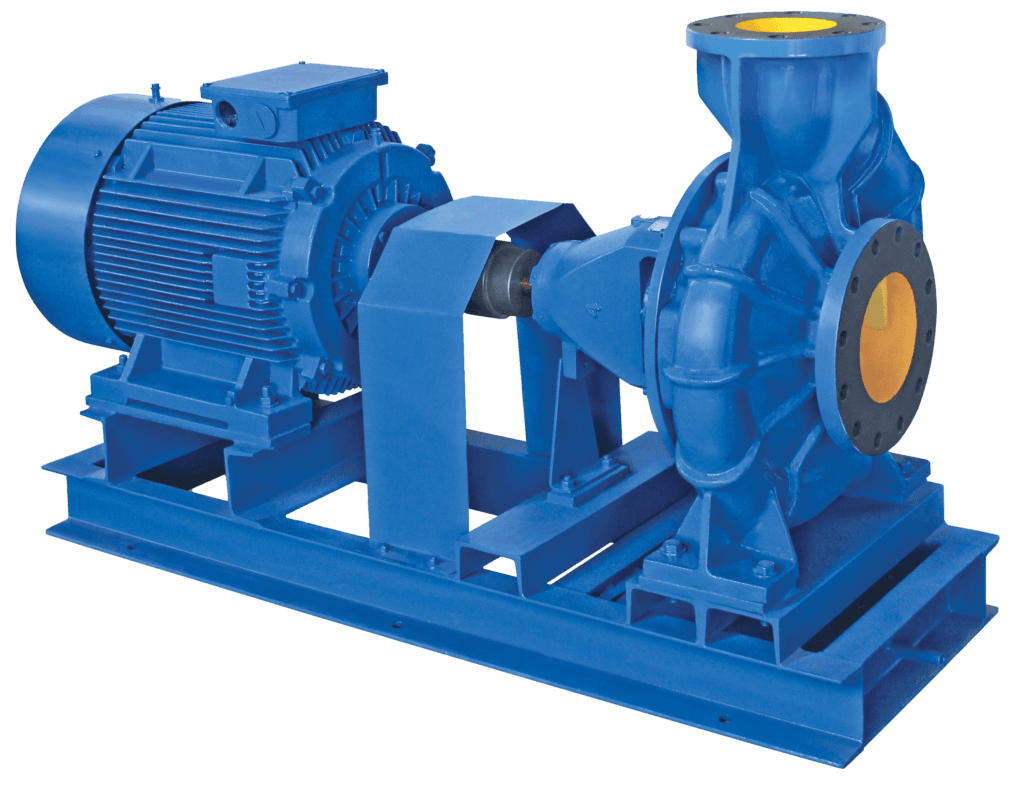
Centrifugal End suction Pumps
MBH back-pull-out design end suction pumps for wide variety of water Application.These water pumps are either gland packed or mechanically sealed.
Corrosion Resistance Submersible Pumps - SS & DS series
Submersible stainless steel casting corrosion-resistant pump designed for handling aggressive and corrosive liquids. Available in various designs for multiple applications.
Many industrial processing plants generate high density slurry that needs to be transported. Goodwin Submersible pumps are designed and manufactured to provide the most reliable pumping solutions for dense slurry or viscous liquids and operate at temperatures up to 90oC.
- Steelmaking – sinter plant effluent settlement pond clearing
- Steelmaking – rolling mill scale and flying shear swarf transport
- Steelmaking – slag sump cleaning
- Alumina processing – alumina hydroxide and red mud pumping
- Construction project dewatering
Submersible Drainage Pumps - DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.
Submersible High head Drainge pumps - Tough Series
The Tough pump is ideal for operation in deep excavations where very high head pumping is needed, such as in open pit mines as well as in underground mines. Other typical applications include quarries and tunnelling projects.
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
Ni-HARD Series Submersible slurry pumps
Slurry pumps for pumping slurry and fluids with higly abrasive solids in sizes up to 50 mm. Typical applications include coal & ore slurries, dredging, cleaning of settling ponds, bentonite and coal washing.

Submersible Contractor Pumps
Heavy duty agitator installed submersible pump designed for high volume & heavy slurry pumping and applications. Impellers are made of Hi-chrome along with Nickel Cast Iron pump casings.
Corrosion Resistance Submersible Pumps - SS & DS series
Submersible stainless steel casting corrosion-resistant pump designed for handling aggressive and corrosive liquids. Available in various designs for multiple applications.

A dry construction site is a vital part of the construction process because it helps ensure production schedules are met in an environment that is safe for workers. In fact, a dewatering pump is often one of the first pieces of equipment at a construction site and one of the last to leave.
Additionally, our heavy-duty pumps play a role in the most critical infrastructure projects across the world, including pipeline and utility construction.
Digging ever-deeper tunnels, dealing with high water tables, repairing water main breaks, and moving wastewater is part of the construction process. MBH Pumps provide exceptional value for lowering water tables, dewatering groundwater, or draining storm waters from your site. With dependable products and services, MBH Pumps ensure efficiency and reliability in your most demanding projects.
- Tunneling
- Bridge construction
- Bentonite slurry pumping
- Emergency floodwater drainage
- Face and stage dewatering
- Jetting
- Site drainage and wellpoint dewatering
- Stream diversions
- Sewage bypass
Submersible Drainage Pumps - DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.
Submersible High head Drainge pumps - Tough Series
The Tough pump is ideal for operation in deep excavations where very high head pumping is needed, such as in open pit mines as well as in underground mines. Other typical applications include quarries and tunnelling projects.
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
Submersible Contractor Pumps
Heavy duty agitator installed submersible pump designed for high volume & heavy slurry pumping and applications. Impellers are made of Hi-chrome along with Nickel Cast Iron pump casings.
Ni-HARD Series Submersible slurry pumps
Slurry pumps for pumping slurry and fluids with higly abrasive solids in sizes up to 50 mm. Typical applications include coal & ore slurries, dredging, cleaning of settling ponds, bentonite and coal washing.
Corrosion Resistance Submersible Pumps - SS & DS series
Submersible stainless steel casting corrosion-resistant pump designed for handling aggressive and corrosive liquids. Available in various designs for multiple applications.
Pumps are vital in municipal applications, playing a crucial role in wastewater treatment and handling, water intake, drinking water supply, and water treatment processes. They efficiently transport and manage water and wastewater, ensuring a consistent and clean water supply and proper sanitation. In wastewater treatment, pumps facilitate the movement of sewage and sludge, while in water intake systems, they help in drawing water from various sources. For drinking water supply, pumps ensure the delivery of clean and safe water to households and businesses. In water treatment, pumps aid in the filtration and purification processes, maintaining the overall quality of water. Reliable pumps are essential for maintaining public health and the effective functioning of municipal water infrastructure.
- Waste water treatment – CETP / STP
- Waste water transport
- Intake water and reservoir management
- Water treatment
- Drinking water supply
- Stormwater and Flooding
Submersible Sewage Pumps - NS series
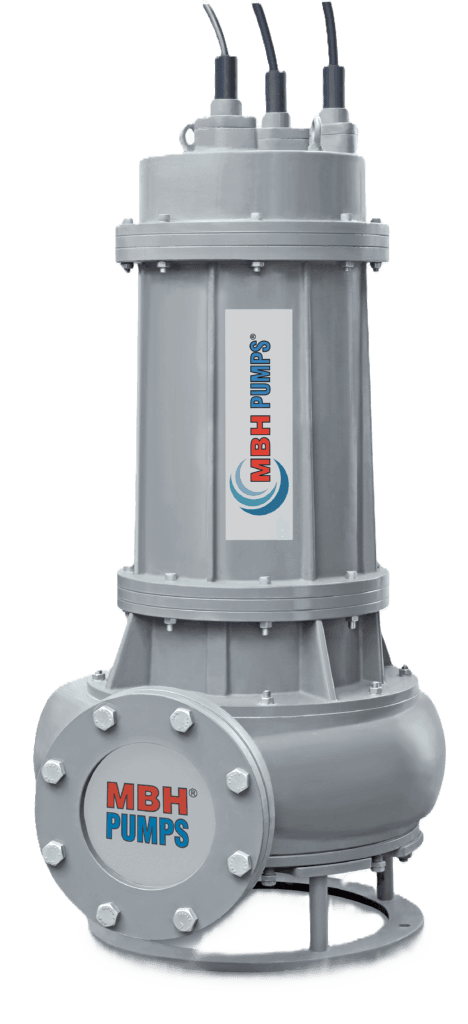
MBH NS Pumps take on the toughest applications and get the job done. Most solid objects entering the pump will pass through the impeller between the impeller vanes and allowing solid passages from 70 mm to 150 mm.

Submersible Polder Pumps - PD Series
The motor is placed above the pump, and the intake is in the pump’s lower section. Bottom intake pump units can be designed for vertical installations and are available in standard configuration or engineered to order for specific requirements.
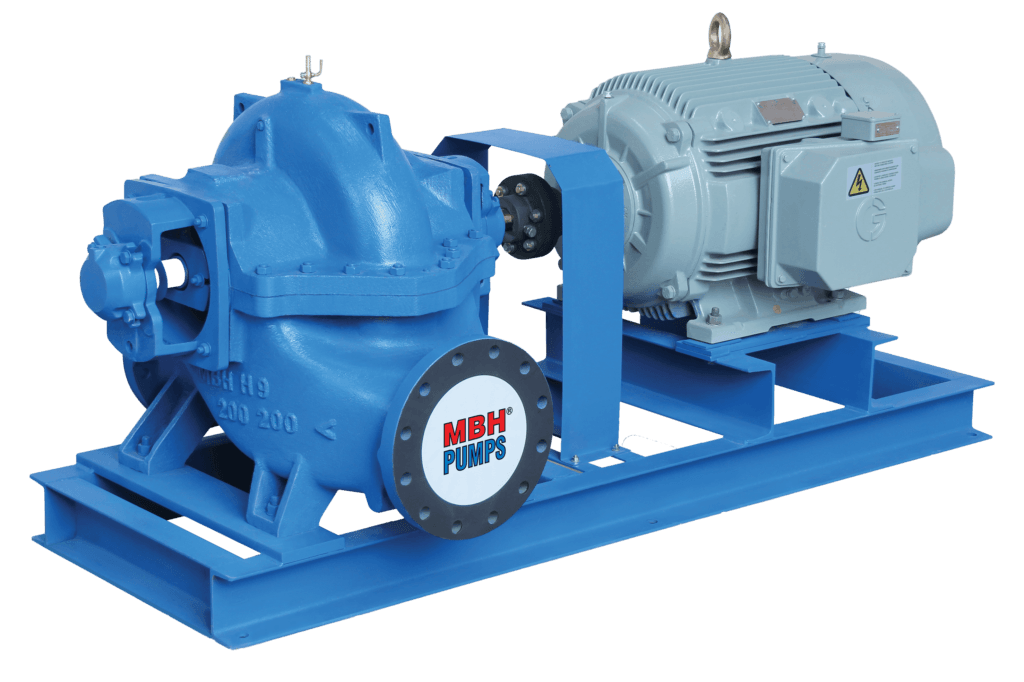
Horizontal Split Casing Pumps
Horizontal split case pumps are characterised by their high efficiency and low noise levels, as well as how easy they are to service. The pumps are designed to work in a variety of applications, including public water supply to HVAC systems as well as Industrial water supplies.
Submerge Centrifugal Pumps
The WSC Range of pumps are designed for water utility, commercial, and industrial use, with customizable features for efficient water transportation.
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
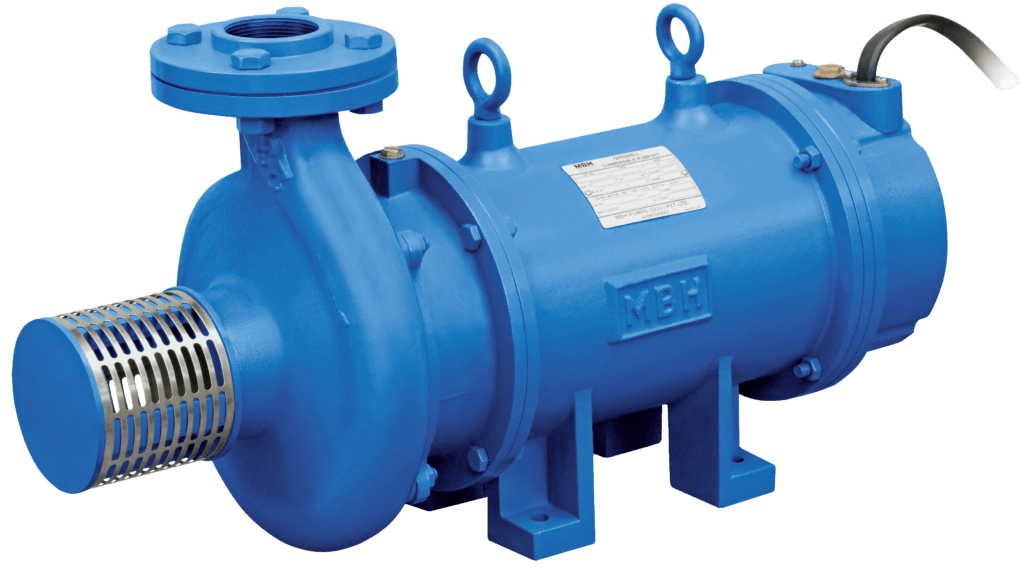
Submersible Openwell Pumps
Open well submersible pumps are used when the applications will face a frequent change in water levels. It can be dropped and fitted to the bottom of an open well or sump pump, which gives it an advantage over traditional centrifugal pumps.
Centrifugal End suction Pumps
MBH back-pull-out design end suction pumps for wide variety of water Application.These water pumps are either gland packed or mechanically sealed.
Commercial buildings include hotels, shopping malls, schools, office buildings and hospitals. They often host a large number of people at the same time. This increases the demand for reliable and energy efficient solutions that possess the capacity to handle various media and flows that constantly varies.
⦁ Waste water systems
⦁ General dewatering
⦁ HVAC
⦁ Landscape management and gardening
⦁ General utilities
Submersible Sewage Pumps - NS series
MBH NS Pumps take on the toughest applications and get the job done. Most solid objects entering the pump will pass through the impeller between the impeller vanes and allowing solid passages from 70 mm to 150 mm.
DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.
Portable Submersible Dewatering Pumps - PST Series
MBH Pst drainage pumps are designed with a semi-open impeller for use in many building and industrial applications. Range is 0.37 kw to 7.5 kw

HM series
Open well submersible pumps are used when the applications will face a frequent change in water levels. It can be dropped and fitted to the bottom of an open well or sump pump, which gives it an advantage over traditional centrifugal pumps.
Pumps are essential for various marine applications, including dredging to maintain waterways, and dry-docks for ship repairs and maintenance. They efficiently handle water transfer, debris removal, and sediment management, ensuring smooth operations and maintaining the integrity of marine infrastructure. Reliable pumps are crucial for effective and sustainable marine operations.
⦁ Marina desilting
⦁ Harbour desilting
⦁ Barge and ship offloading and cleaning
⦁ Dry dock cleaning
Corrosion Resistance Submersible Pumps - SS & DS series
Submersible stainless steel casting corrosion-resistant pump designed for handling aggressive and corrosive liquids. Available in various designs for multiple applications.
Submersible Drainage Pumps - DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
Ni-HARD Series Submersible slurry pumps
Slurry pumps for pumping slurry and fluids with higly abrasive solids in sizes up to 50 mm. Typical applications include coal & ore slurries, dredging, cleaning of settling ponds, bentonite and coal washing.
Pumps play a crucial role in general dewatering applications and flood management. They efficiently remove excess water from construction sites, mines, and other areas with high water tables, ensuring safe and dry working conditions. In flood management, pumps rapidly evacuate floodwaters from affected areas, preventing property damage and aiding in swift recovery efforts. Reliable and robust pumps are essential for effective water control, protecting infrastructure, and maintaining safety during both routine and emergency situations.
⦁ Construction dewatering
⦁ Flood management
⦁ Disaster management
⦁ Sewage bypass
AutoPrime Pumps
MBH vacuum-assisted self-priming pump that delivers extreme flows with high head capability and utilizes our advanced priming system. This dry prime system is capable of 50 CFM unattended priming and operation for the ultimate in reliable performance, even in run-dry situations and suction lift applications.
Submersible Drainage Pumps - DCAL Series
Drainage pumps with heavy-duty industrial strength for large quantities of dirty water. Light and highly portable; head up 140 meters, flow up 900 m3/h with abrasive particles up to 12 mm.
Submersible High head Drainage pumps - Tough Series
The Tough pump is ideal for operation in deep excavations where very high head pumping is needed, such as in open pit mines as well as in underground mines. Other typical applications include quarries and tunnelling projects.
Quality Product Start with an Idea
- Become a Customer